传统的型钢拱架焊接由人工焊接而成,投入的人工多且焊接工艺受焊工自身的焊接水平限制达不到要求。数控型钢拱架焊接机器人是河南省耿力工程设备有限公司在不断的探索研究隧道施工工艺,结合加工场实际需要自主研发的工字钢加工生产流水线,突破了工字钢焊接由人工焊接转变为机器人焊接,实现了型钢拱架的智能化加工。该设备是采用电脑实现数字程序控制的技术,通过编写的程序实施机器人自动加工,实现了数字化、智能化、自动化的功能将工字钢按照生产需要,自动完成弯曲弧度、定尺、焊接、全自动一体化设备,具有加工精度高、焊接质量好、成品标准、减少人工、提高效率、节约成本、降低劳动强度等特点,大大提高了焊接质量和工作效率。广泛用于高速铁路、高速公路、地铁等行业的隧道施工,对于大批量的工字钢作业更加适用,是隧道施工的型钢拱架焊接的必备利器。

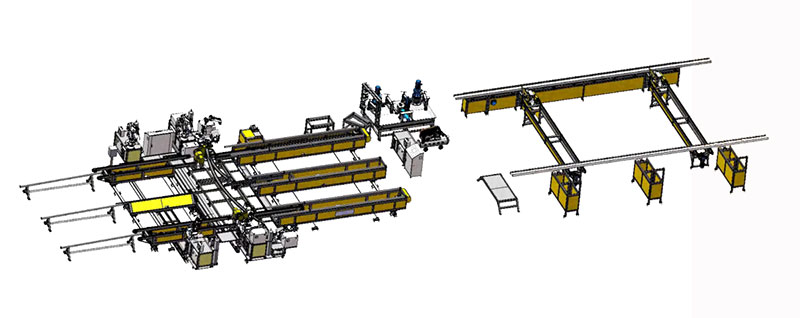
耿力第四代数控型钢拱架焊接机器人GLXGSCX-25C设备工作流程:
第一步:将型钢整捆放置于上料架上,通过人工将单根型钢翻至备料输送线体上,通过链条传送前进一定的距离后,再将第二根翻至备料输送线体上,待输送链条上布满料后(大概可以备料10根),由平行转料装置将型钢平稳的放到输送线体上,然后经过推料气缸将型钢单边对齐,再辊筒输送使与上一根型钢首尾相连,方便专业人员对型钢进行续焊作业 。
第二步:自动将续接后的型钢输送至数控冷弯机,自动弯曲成型所输入的弧度,当行走到所输入的长度时,自动停止,切割机器人上激光相机识别获取切割空间,并计算出切割空间轨迹,然后按照路径进行等离子切割,从而完成自动冷弯及自动切割。
第三步:冷弯成型的型钢通过移动小车移动型钢至移动小车指定位置,自动对齐气缸将型钢单边对齐,输送装置上升托起型钢,输送装置将型钢输送至变位机中,输送装置降下,变位机上夹紧气缸自动夹紧型钢,然后两侧焊接机器人上激光相机自动拍照,并计算出型钢端面空间位置后,两侧抓取机器人自动抓取端板放置在型钢端面处等待焊接,两侧焊接机器人进行自动焊接,焊接完成后,全自动变位机自动翻转180度后,对另一面进行焊接,焊接完成后,另两台移动成品输送线体将成品输送至成品堆放架上。从而完成自动抓取端板、自动翻面及自动焊接。
第四步:成品输送线体输送型钢至成品堆放架——有焊接腹板加强板需求的,工人进行续接焊接——成品型钢摆放10根左右后,工人将型钢吊运至指定位置。整个成品收集过程,端板焊接机器人正常运转,不占用整条线的生产时间,单步成品收集时间大约2-3分钟/根。